
《实验力学》
?
本文共计3414字,阅读时间预计11分钟
增材制造(Additive Manufacturing,AM)俗称3D打印,是通过材料逐层累积的方法来制造实体零件。增材制造不只是一种制备工艺,而是一个包括设计-材料-工艺-设备-检测-标准全方位的技术群,而先进设计是增材制造发挥作用的源头。
不同于传统的设计方法,增材制造对产品设计技术提出了更高的需求:
可以说,设计是增材制造技术应用的源头,而力学设计是增材设计技术的核心!由于涉及的内容较多,很难用一篇文章来诠释所有的内容。
本篇主要概述安世亚太基于控形与控性的多尺度设计与仿真技术在增材制造的领域所做的一些探索与研究成果。
在增材制造过程中,控形与控性是增材制造中两个重要考察指标。通常说宏观控形和微观控性。而宏观控形需要重点考虑翘曲变形、部件开裂、刮板碰撞、支撑开裂及飞溅等;微观控性需要重点分析球化、孔隙率、相变、颗粒尺寸、晶粒结构和初始位错密度,如图1所示。

图 1 增材制造控形与控性
而真正要实现增材制造在打印过程中的控形与控性,需要材料性能-打印设备-结构设计-打印工艺一体化调控与优化,这里面就涉及到微观-细观-宏观多尺度的力学分析。
多尺度力学设计本文涉及到的多尺度力学设计主要在微观-细观-宏观多个尺度层面上进行对微观结构-细观结构-宏观结构进行研究分析。其实多尺度力学设计的核心:多物理过程耦合和多尺度关联。
增材制造过程,尤其是SLM打印工艺:
如图2所示。多尺度力学设计的研究自下而上主要研究零件或产品的成形机制,预测产品的力学性能;自上而下则可以对打印工艺进行优化与打印设备优化。
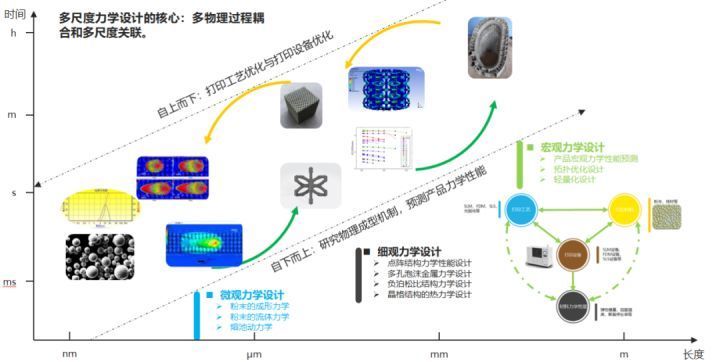
图 2 多尺度力学设计
粉末颗粒的微观力学设计在针对SLM打印工艺中,为了实现增材打印过程控性,安世亚太在金属粉末成形-撒粉-铺粉整个流程中都进行了深入地探索和研究,如下图3所示。
在这个粉末的全流程中,任何工艺参数的改变都会影响到最终产品的成形质量。比如在旋转电极制粉工艺中,电极转速、等离子体电弧功率等会对粉末成形粒度分布产生很大影响,进而会影响到后期撒粉、铺粉以及熔池的形成。
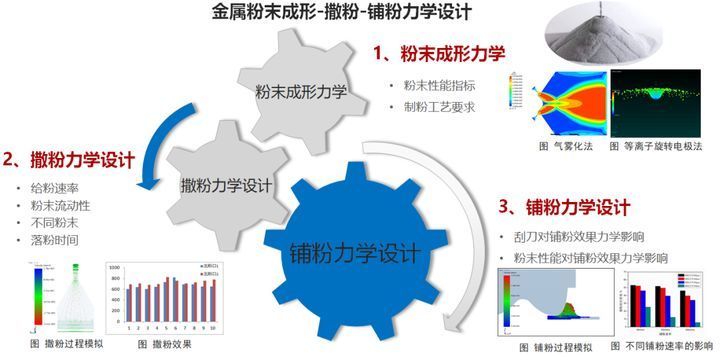
图 3 金属粉末成形-撒粉-铺粉的力学设计
金属粉末对SLM打印工艺打印成形件最终质量有着至关重要的影响。粉末性能的评价指标主要包括:粉末粒度分布、氧含量、松装密度、粉末流动性和粉末形貌等。
金属粉末的成形方式有很多,目前比较成熟的用于增材制造的金属粉末制备工艺主要有两种:气雾化法(Vacuum Induction-melting Gas Atomization:VIGA)和等离子旋转电极法(Plasma Rotating Electrode-comminuting Process:PREP)。这两种制粉工艺的特点如表1所示。
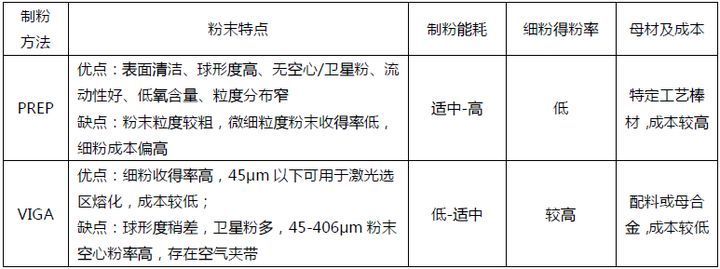
表1 气雾化制粉和等离子旋转电极法制粉特点对比表
基于此,安世亚太也针对这两种金属粉末制粉工艺进行了CAE仿真分析,研究了制粉机理,分析了气雾化制粉和旋转电极制粉不同制粉工艺参数对粉末成形质量的影响。如图4和图5所示。
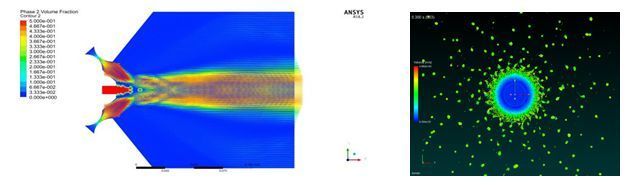
图4 气雾化制粉工艺仿真结果 图5 旋转电极制粉工艺仿真结果
成形后获得的金属粉末需要经过给粉器-分粉器-铺粉器最终到达成形平台,粉末在这一过程中的运动涉及流体(气体)、粉末通道内壁及金属粉末颗粒之间相互作用的运动。
上一篇:超声无损检测基础——力学建模方法
下一篇:没有了